
- 东凤轮胎模具
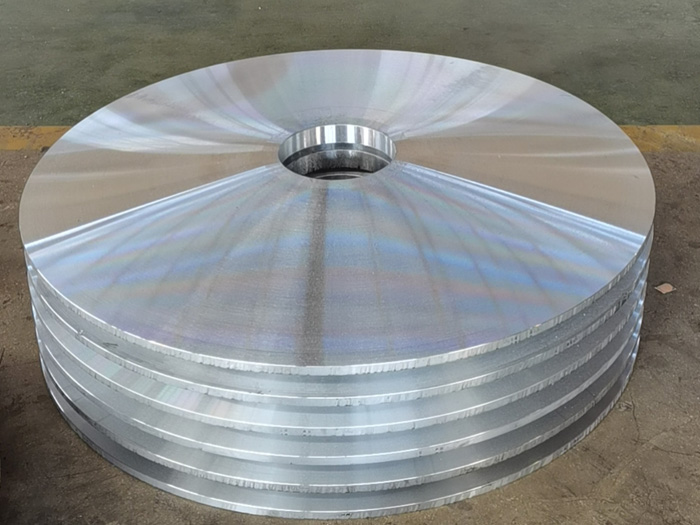
大型铝铸件的型芯组装成型过程中要注意什么
大型铝铸件作为我们公司主推的产品非常的受欢迎,大型铝铸件有3吨大型铝铸件,铝铸件的规格可根据客户需求来进行定制。大型铝铸件的型芯组装你了解多少呢?有知道多少在组装的过程中有什么需要注意的事项呢?不知道没有关系,下面东风小编来为您详细讲解一下。
作为大型铝铸件的生产厂家,在日常生产中经常会遇到各式各样的技术问题,经过我们铝件压铸加工厂技术员反复试验,总结出一套自己的技术体系,在大型铝铸件的砂型铸造中,经常会遇到由于压铸铝件尺寸较大而没有合适的砂箱。在这种情况下,铸铝厂推荐使用组模和型芯成型,以良好的铸造效果。注意砂芯放置的稳定性;其次,砂芯定位的准确性;还有核心建模的可操作性;以及核心组件与其他工艺要素之间的兼容性。大型压铸铝件群造型时,应尽量在群造型砂块外进行围砂,防止漏箱。
如果大型铝铸件件含有较多的格栅和隔膜,为了避免浇注不足的缺陷,除了将内浇口对准格栅或隔膜的方向外,压铸铝件本身的排气也是一个非常重要的工艺要素。
 对于一些大型铸铝件,通体壁厚较薄,整体结构为环形或框架。因此,浇注系统设置在压铸铝件中心时,直浇口与横向浇道环之间的浇口应尽量做成折线形式,以防止收缩时产生拉应力,造成变形和开裂。的压铸铝件。
对于一些大型铸铝件,通体壁厚较薄,整体结构为环形或框架。因此,浇注系统设置在压铸铝件中心时,直浇口与横向浇道环之间的浇口应尽量做成折线形式,以防止收缩时产生拉应力,造成变形和开裂。的压铸铝件。
在铸造过程中,对于大型压铝铸件的厚件,在其上设置冒口非常小心,以免在原有热点的基础上形成工艺热点。需要记住的是,大型压铸铝件较厚的部分使用冷铁,其效果往往比单独使用冒口的效果要好。
如果大型铝铸件件含有较多的格栅和隔膜,为了避免浇注不足的缺陷,除了将内浇口对准格栅或隔膜的方向外,压铸铝件本身的排气也是一个非常重要的工艺要素。
在铸造过程中,对于大型压铝铸件的厚件,在其上设置冒口非常小心,以免在原有热点的基础上形成工艺热点。需要记住的是,大型压铸铝件较厚的部分使用冷铁,其效果往往比单独使用冒口的效果要好。
上面的详细介绍是大型铝铸件的型芯组装过种种需要注意的事项,希望我的分享可以帮助到你。东凤铝铸件厂家随时欢迎您到我公司参观考察。


聚源 2014(C)版权所有
技术支持:中科四方