
- 东凤轮胎模具
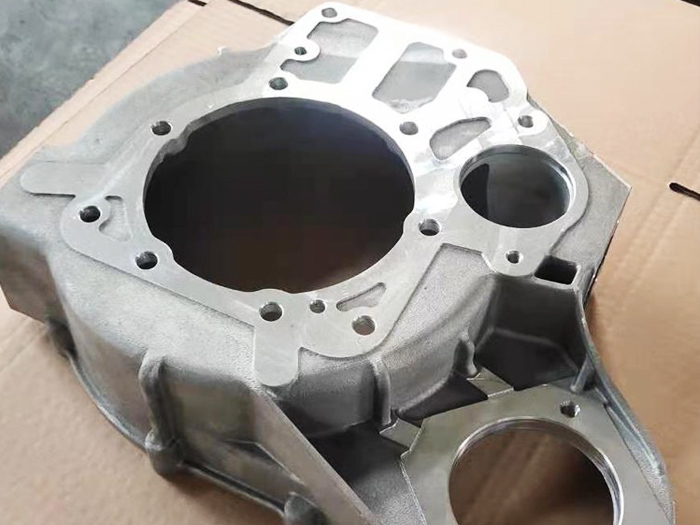
大型铸铝件

大型铸铝件是一种将纯铝或铝合金锭按标准的成份比例配制后,经过人工加热将其变成铝合金液体或熔融状态后再通过的模具或相应工艺将铝液或熔融状态的铝合金浇注进型腔,经冷却形成所需要形状铝件的一种工艺方法。
铸铝所用的铝称为:铸造铝合金。
常用的铸铝方法有:砂铸,压铸,低压铸造,铸造,模铸造等。

大型铝铸件工艺品是由铸铝件等材料加工制作而成的工艺品,铝合金的熔点在 550-630 ℃ 之间,浇注温度通常为650-750 ℃ 随着温度的不断升高,铝合金的吸气及金属的氧化也不断增加,因此在熔炼过程中金属液温度不能大过800℃,同时要避免经常搅动,从而减少金属液的氧化。铝合金熔炼的装料顺序对确保快速熔化、减少元素烧损、提高熔炉的生产率有很大关系。
其原则是:
1、当用铝徒和中间合金进行熔化时,首先装入铝,然后加入中间合金。
2、当用预制合金绽进行熔炼时,首先装入预制合金链,然后补加所需数量的铝和中间合金。
3、当炉料由囚炉料和铝统组成时,首先熔化炉料中的那一部分。
4、当熔炉的容量足以同时装入几种炉料时,则应首先一起装入熔点相近的成份。
5、容易烧损和低熔点的炉料,如镁和锌,应在后面加入。
6、在连续熔化时,坩埚内应剩余一部分铝液,以加速下一炉的熔化。
铸铝所用的铝称为:铸造铝合金。
常用的铸铝方法有:砂铸,压铸,低压铸造,铸造,模铸造等。
大型铝铸件工艺品是由铸铝件等材料加工制作而成的工艺品,铝合金的熔点在 550-630 ℃ 之间,浇注温度通常为650-750 ℃ 随着温度的不断升高,铝合金的吸气及金属的氧化也不断增加,因此在熔炼过程中金属液温度不能大过800℃,同时要避免经常搅动,从而减少金属液的氧化。铝合金熔炼的装料顺序对确保快速熔化、减少元素烧损、提高熔炉的生产率有很大关系。
其原则是:
1、当用铝徒和中间合金进行熔化时,首先装入铝,然后加入中间合金。
2、当用预制合金绽进行熔炼时,首先装入预制合金链,然后补加所需数量的铝和中间合金。
3、当炉料由囚炉料和铝统组成时,首先熔化炉料中的那一部分。
4、当熔炉的容量足以同时装入几种炉料时,则应首先一起装入熔点相近的成份。
5、容易烧损和低熔点的炉料,如镁和锌,应在后面加入。
6、在连续熔化时,坩埚内应剩余一部分铝液,以加速下一炉的熔化。
7、采用覆盖熔剂时,应在炉料开始熔化时加入熔剂。
大型铸铝件在铸造形成过程中,容易产生内部疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表面致密层部件被去掉而使内部的组织缺陷暴露出来。对有密封要求的汽车铸铝件,如气缸体、气缸盖、进气歧管、制动阀体等, 在进行耐压密封试验时,缺陷微孔的存在将导致密封介质的渗漏造成大量废品,且这些缺陷往往机加工后经试压才能发现,从而造成工时、原材料和能源的严重浪费。为了解决汽车铸铝件废品率高的问题,挽救因上述缺陷可能报废的铸件,生产中要采取处理措施,目前使用普遍的技术是浸渗处理 ,即堵漏。所谓“浸渗”,是在条件下把浸渗剂渗透到铸铝件的微孔隙中, 经过固化后使渗入孔隙中的填料与铸件孔隙内壁连成一体,堵住微孔,使零件能满足加压、防渗及防漏等条件的工艺技术。
大型铝铸件的成本低、工艺性好、重熔再利用节省资源和能源,所以这种材料的应用和发展长久不衰。如研究开发冲天炉-电炉双联熔炼工艺及装备;采用的铁液脱硫、 过滤技术;薄壁高强度的铸铁件制造技术;铸铁复台材料制造技术;铸铁件表面或局部强化技术;等温洋火球墨铸铁成套技术;采用金属型铸造及金属型覆砂铸造、连续铸造等特种工艺及装备等。铸铝件铸造轻合金由于具有密度小、比强度高、耐腐等一系列优良特性 ,将应用于航空、航天、汽车、机械等各行业。特别是在汽车工业中,为降低油耗提高能源利用率,用铝、镍合金铸件代替钢、铁铸件是长期的发展趋势。其中着重解决没污染、操作简便的精炼技术,变质技术,晶粒细化技术及炉前快速检测技术。为进一步提高材料性能、大限度发挥材料的潜能,可开发铝合金材料,特别是铝基复台材料以满足不同工况的性能要求;加强簇合金熔炼工艺的研究,续合金压铸与挤压铸造工艺及相关技术的开发研究;完善铁合金熔炼设备及相关技术和工艺的开发研究。
聚源 2014(C)版权所有
技术支持:中科四方