
- 东凤轮胎模具
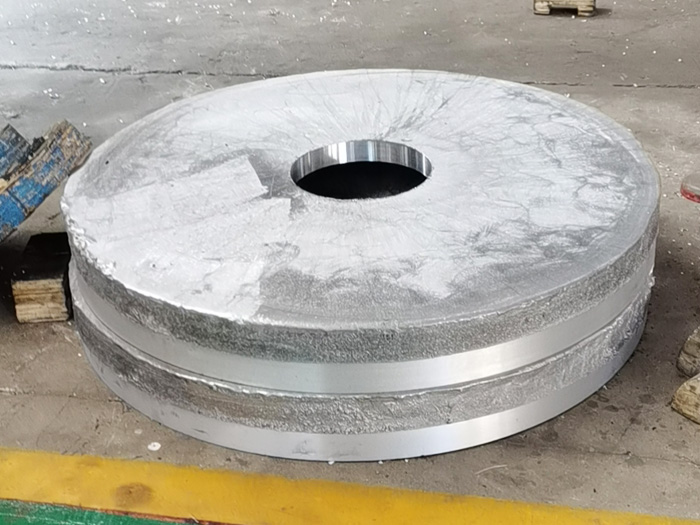
铝压铸件

铝压铸件是指是采用铸造的加工方式而的纯铝或铝合金的设备器件。一般是采用砂型模或金属模将加热为液态的铝或铝合金浇入模腔,而的各种形状和尺寸的铝零件或铝合金零件通常称为铝压铸件。铝铸压件主要集中于去产品表面氧化皮、边缘表面毛刺、表面粗糙化、亚光郊果、平整、除锈处理。铸铝件可以被制造为铝压铸汽车配件、铝压铸汽车发动机管件、铝压铸发动机气缸、铝压铸汽油机气缸缸盖、铝压铸气门摇臂、铝压铸气门支座、铝压铸电力配件、铝压铸电机端盖、铝压铸壳体、铝压铸泵壳体、铝压铸建筑配件、铝压铸装饰配件、铝压铸护栏配件、铝压铸铝轮等等零件。
铝压铸件的铸造方法常用的是树脂砂、消失模铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。而砂型铸造又可以分为粘土砂型、粘结剂砂型、树脂自硬砂型、消失模等等。球墨铸件中的铸铝件的重量和尺寸范围都很宽,重量轻的只有几克,重的可达到400吨,壁厚薄的只有0.5毫米,厚可大过1米,长度可由几毫米。
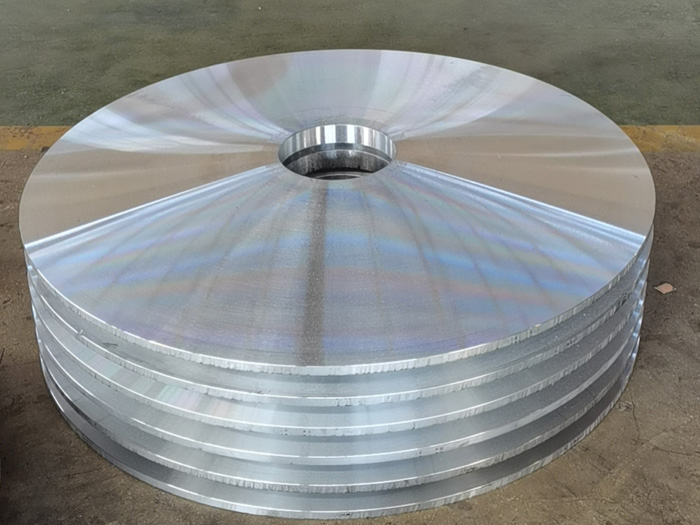
一般铝铸压件厂不太注意,压铸件时间放得长一些,表面会有白斑(霜状、去掉后呈黑色)出现,实际上已产生腐蚀。主要是脱模剂中有会产生腐蚀作用的成分。所以选择脱模剂不要只追求,要讲性价比。压铸件在抛丸后经常出现表面起皮现象,般由如下一些原因造成:模具或压射室(熔杯)未清理干净;压射压力不够,(还需注意压射时动模有否退让现象);浇注系统开设有点问题,合金液进入型腔有紊流现象;模温问题等.压射时金属液飞溅严重。铝铸件铸造轻合金由于具有密度小、比、等一系列优良特性,将应用于航空、航天、汽车、机械等各行业。特别是在汽车工业中,为降低油耗提源利用率,用铝、镍合金铸件代替钢、铁铸件是长期的发展趋势.其中着重解决操作简便的精炼技术,变质技术,晶粒细化技术及炉前检测技术。为进一步提高材料性能、发挥材料的潜能,可铝合金材料,特别是铝基复合材料以满足不同工况的性能要求;加强簇合金熔炼工艺的研究,续合金压铸与挤压铸造工艺及相关技术的研究;完善铁合金熔炼设备及相关技术和工艺的研究。
复杂的铝压铸件铸造是一种以电磁泵低压铸造技术为重心,铝冶炼和成型复合净化技术和制造业核心的,生产 铝铸件现代技术。电磁泵低压铸造金属熔液传输系统有一个稳定的流动,流量控制方便,过程熔融氧化铝的倒吸气和易于实现的优点是使用流程的自动化,这不仅铸造质量的提高铝铸件铸造,而且还可以工作环境。减少劳动强度,实现自动化和现代化的铸造生产。
复杂的铝压铸件铸造是一种以电磁泵低压铸造技术为重心,铝冶炼和成型复合净化技术和制造业核心的,生产 铝铸件现代技术。电磁泵低压铸造金属熔液传输系统有一个稳定的流动,流量控制方便,过程熔融氧化铝的倒吸气和易于实现的优点是使用流程的自动化,这不仅铸造质量的提高铝铸件铸造,而且还可以工作环境。减少劳动强度,实现自动化和现代化的铸造生产。
泊头东凤加工的铝铸压件的成本低、工艺性好、重熔节省资源和能源,所以这种材料的应用和发展 不衰。如研究冲天炉-电炉双联熔炼工艺及装备;普遍采用的铁液脱硫、过滤技术;薄壁的铸铁件制造技术;铸铁复合材料制造技术;铸铁件表面或局部技术;等温洋火球墨铸铁成套技术;采用金属型铸造及金属型覆砂铸造、连续铸造等特种工艺及装备等。
聚源 2014(C)版权所有
技术支持:中科四方