
- 东凤轮胎模具
3吨大型铝铸件

3吨大型铝铸件是一种压力铸造的零件, 是使用装好铸件模 具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常被叫做铝压铸件。

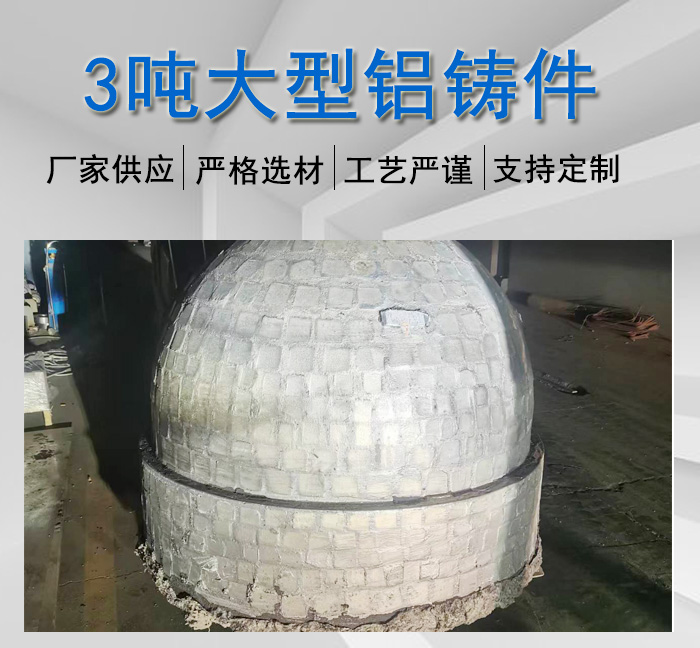
3吨大型铝铸件组织致密,具有较高的强度和硬度。由于压铸是熔融的液态金属在很短的时间内完成填充,在压铸模内迅速冷却同时在高压下凝固结晶。因此,在压铸铝铸件靠近表面层晶粒较细,组织致密,使得压铸件具有较高的强度、硬度和良好的耐磨性能以及抗腐蚀性能。











3吨大型铝铸件组芯造型工艺的注意事项:
1.铸铝件砂型铸造时,对于尺寸过大而无适用砂箱的铸件以及对于不止一个面有较复杂腔室的铸件,采用组型和组芯造型的方法能取得较好的效果。
2.铸铝件组芯造型时,应把握好以下四方面,砂芯放置的稳定性;砂芯定位的准确性;组芯造型的可操作性;组芯与其他工艺要素的互容性。组型造型时,应在组型砂块外进行围砂,以防产生漏箱。
3.对于网格类和隔板较多的大型铝铸件,要避免产生浇不足的缺陷,除了要将内浇口对准网格或隔板的走向外,铸件本身的排地是非常重要的工艺要素。
4.对于通身壁厚较薄的环形或框形铸件,当浇注系统设置在铸件中心部位时,直浇与横浇道圈之间的浇道做成折线形式,以防收缩时产生拉应力使铸件产生变形与裂纹。
5.对于铸铝件中局部很厚的部位,在其上设置冒口要非常慎重,以防在原有热节的基础上再形成工艺热节,在局部很厚的部位,配用冷铁的效果往往要好于单用冒口的效果。
1.铸铝件砂型铸造时,对于尺寸过大而无适用砂箱的铸件以及对于不止一个面有较复杂腔室的铸件,采用组型和组芯造型的方法能取得较好的效果。
2.铸铝件组芯造型时,应把握好以下四方面,砂芯放置的稳定性;砂芯定位的准确性;组芯造型的可操作性;组芯与其他工艺要素的互容性。组型造型时,应在组型砂块外进行围砂,以防产生漏箱。
3.对于网格类和隔板较多的大型铝铸件,要避免产生浇不足的缺陷,除了要将内浇口对准网格或隔板的走向外,铸件本身的排地是非常重要的工艺要素。
4.对于通身壁厚较薄的环形或框形铸件,当浇注系统设置在铸件中心部位时,直浇与横浇道圈之间的浇道做成折线形式,以防收缩时产生拉应力使铸件产生变形与裂纹。
5.对于铸铝件中局部很厚的部位,在其上设置冒口要非常慎重,以防在原有热节的基础上再形成工艺热节,在局部很厚的部位,配用冷铁的效果往往要好于单用冒口的效果。

聚源 2014(C)版权所有
技术支持:中科四方