
- 东凤轮胎模具
铝铸件的抛光操作
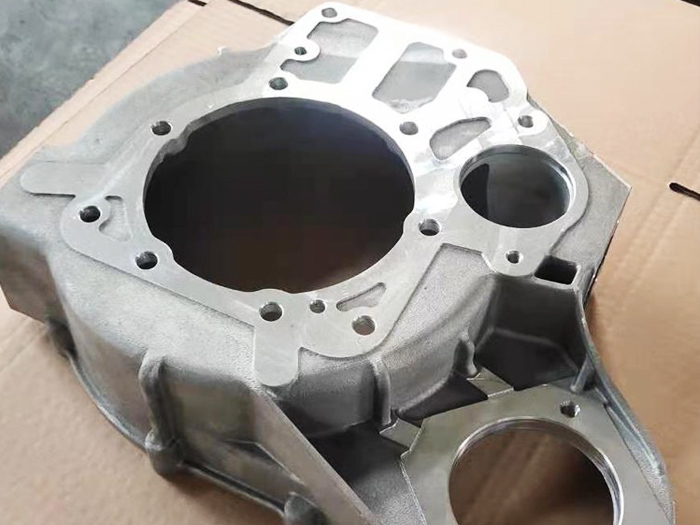
铝铸件具有一些其他铸件无法比拟的优势,如美观、质量轻、_等优势,使它广受用户的青睐,特别是在汽车轻量化以来,铸造铝合金铸件在汽车工业中得到了广泛的应用。
铝铸件的抛光操作
1、抛光时是否采用搅拌(阴极移动、空气搅拌)主要取决于抛光件的形状:若抛光件形状简单,横向宽度较窄,则不采用搅拌;反之,若抛光件形状不规则或横向宽度较大,尤其当抛光件某些部位阻碍气体逸出形成“气袋”而影响表面抛光的情况下则_采用搅拌方式。在采用搅拌的状况下,_相应提高阳极电流密度,否则抛光表面难以达到高光亮。
2、抛光时大部分杂质沉积于阴极表面,但仍有部分因抛光生成的固体污泥留在抛光液内,因此需定期过滤抛光液把杂质除去。
3、在抛光过程中,由于磷酸盐的产生,水的电解及挥发以及抛光液的夹带损失,故需不断补充磷酸和YB-66添加剂。
4、磷酸与YB-66添加剂的添加比例一般仍按70%∶30%添加,但在每次添加后应测定抛光液比重,根据测定结果再予以适当调整。
5、该抛光液在配制后未经使用前的原始比重在1.50–1.52的范围内,在抛光槽运转过程中,抛光液的比重应控制在1.50–1.65的范围内。抛光液比重过高说明抛光液含水量不足;反之,抛光液比重过低,表明抛光液水含量过高,磷酸含量偏低。经常用比重计测定抛光液比重是控制抛光液组分浓度及抛光质量的有效手段。
6、在较高阳极电流密度下长时期抛光有可能造成抛光液中铝含量过高(抛光液顶部出现半融状物质_是铝含量过高的标志),此时_用新抛光液部分更换之,以降低抛光液中的铝含量,
东凤轮胎生产的铝铸件生产效率高,可实现机械化或自动化生产,特别适合大批量生产。冷室压铸机根据压铸机规格的大小,每小时可压铸3100模次,甚至更多;热室压铸机每小时可压铸40o~1000模次。材料利用率高。压铸件可不进行机械加工或只需进行少量机械加工_能直接装配使用,材料利用率可达60%~80%,甚至更加高。
铝铸件的抛光操作
1、抛光时是否采用搅拌(阴极移动、空气搅拌)主要取决于抛光件的形状:若抛光件形状简单,横向宽度较窄,则不采用搅拌;反之,若抛光件形状不规则或横向宽度较大,尤其当抛光件某些部位阻碍气体逸出形成“气袋”而影响表面抛光的情况下则_采用搅拌方式。在采用搅拌的状况下,_相应提高阳极电流密度,否则抛光表面难以达到高光亮。
2、抛光时大部分杂质沉积于阴极表面,但仍有部分因抛光生成的固体污泥留在抛光液内,因此需定期过滤抛光液把杂质除去。
3、在抛光过程中,由于磷酸盐的产生,水的电解及挥发以及抛光液的夹带损失,故需不断补充磷酸和YB-66添加剂。
4、磷酸与YB-66添加剂的添加比例一般仍按70%∶30%添加,但在每次添加后应测定抛光液比重,根据测定结果再予以适当调整。
5、该抛光液在配制后未经使用前的原始比重在1.50–1.52的范围内,在抛光槽运转过程中,抛光液的比重应控制在1.50–1.65的范围内。抛光液比重过高说明抛光液含水量不足;反之,抛光液比重过低,表明抛光液水含量过高,磷酸含量偏低。经常用比重计测定抛光液比重是控制抛光液组分浓度及抛光质量的有效手段。
6、在较高阳极电流密度下长时期抛光有可能造成抛光液中铝含量过高(抛光液顶部出现半融状物质_是铝含量过高的标志),此时_用新抛光液部分更换之,以降低抛光液中的铝含量,
东凤轮胎生产的铝铸件生产效率高,可实现机械化或自动化生产,特别适合大批量生产。冷室压铸机根据压铸机规格的大小,每小时可压铸3100模次,甚至更多;热室压铸机每小时可压铸40o~1000模次。材料利用率高。压铸件可不进行机械加工或只需进行少量机械加工_能直接装配使用,材料利用率可达60%~80%,甚至更加高。
聚源 2014(C)版权所有
技术支持:中科四方